+86 18663958101
+86 18663958101


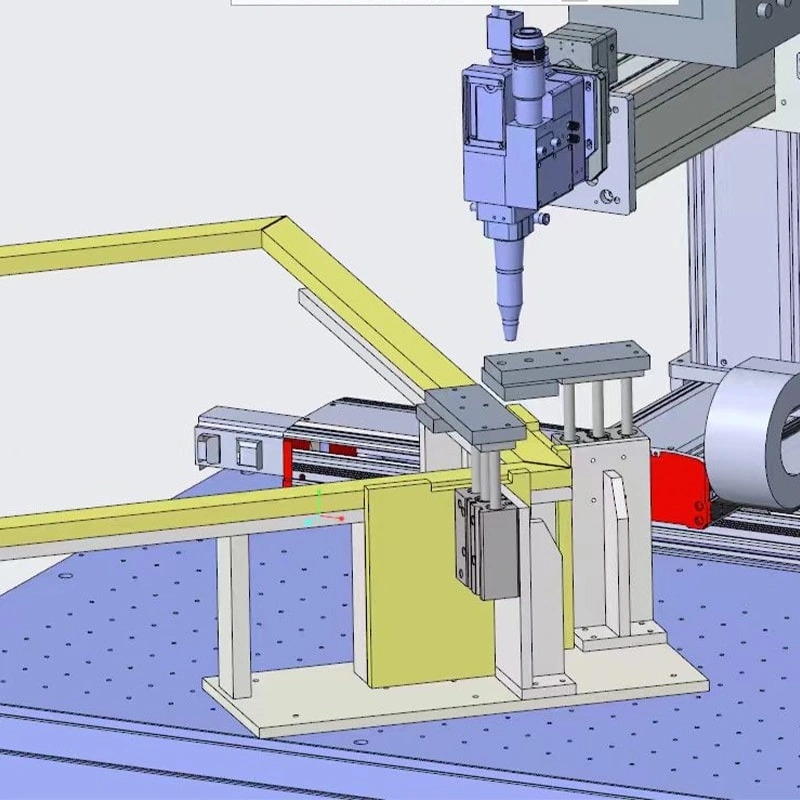

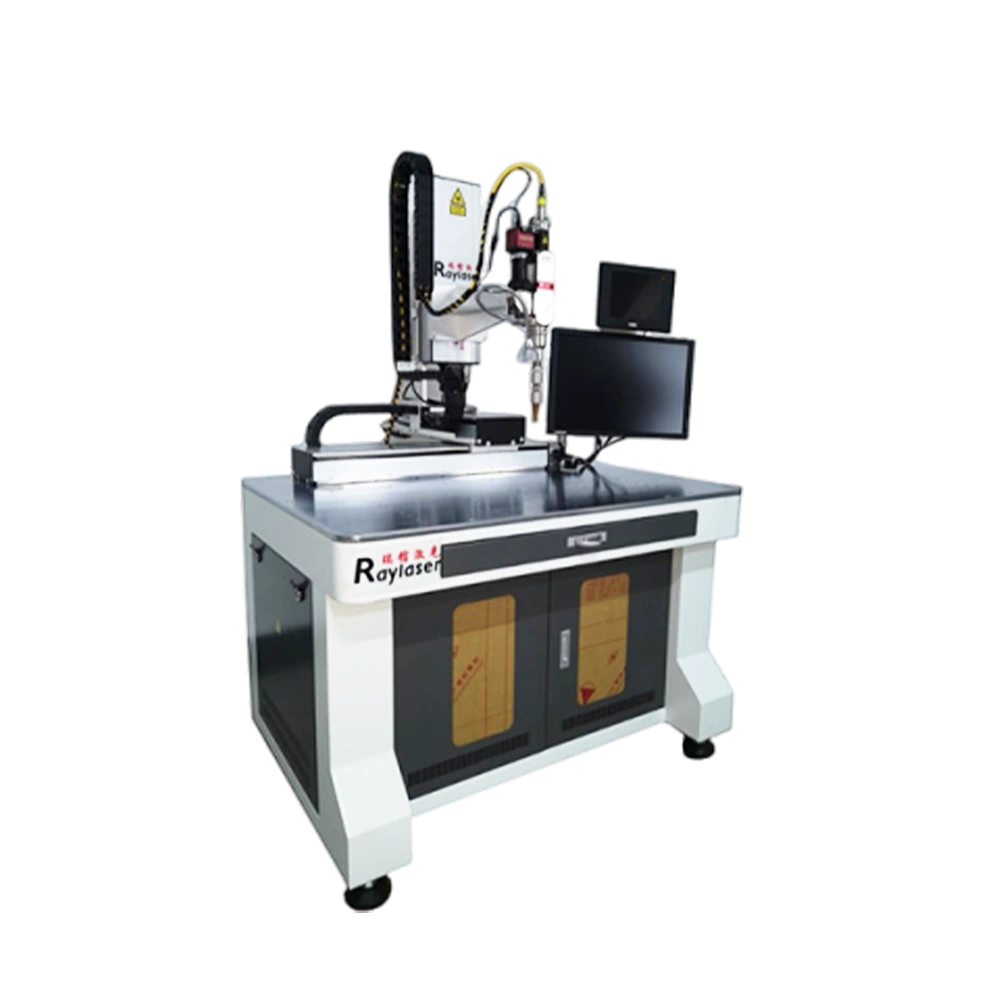
The RL-LF1500S-RT laser welding system is primarily used for valve connectors. It primarily performs stitch welding, fillet welding, and butt welding, and is suitable for welding materials with filler wire thicknesses of 1-3 mm.
Basic Requirements
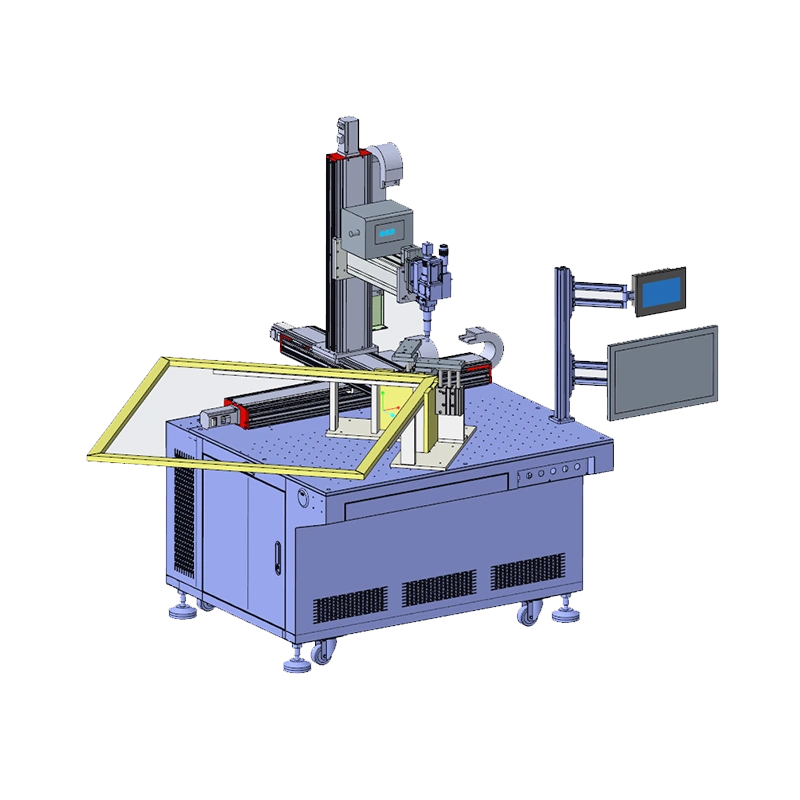
1) The laser welding equipment must meet a 0.6-meter workpiece welding range. Sufficient wiring, water, and air lines must be reserved.
2) The laser equipment must utilize a robotic motion system, enabling flexible, multi-angle welding.
3) The laser welding operating system must be simple to operate and maintain. It must be capable of long-term continuous operation, stable, safe, and reliable.
4) The main components of the equipment must be constructed of high-quality materials. The mechanical, electrical, and electronic components, as well as the automatic control system, must be advanced, high-quality, reliable, and meet environmental standards.
5) All system components must have reliable safety protection and safeguards to prevent improper operation and accidents that could damage the equipment or cause casualties.
6) The equipment must include monitoring capabilities that provide prompts or alarms for abnormal parameters or welding conditions.
Equipment Configuration
The main equipment configuration includes: laser, robot, laser tracking system, water cooling system, welding gun head, water cooling transmission, shielding gas transmission, and other components.
1 Laser Source
1.1) The laser uses a domestic brand laser:Max, capable of long-term stable operation at rated power.
1.2) Automatic alarm and shutdown will occur when abnormal changes in voltage, cooling water temperature, etc. occur.
2 Welding System
2.1) The welding system controls the light and gas conditions and adjusts welding parameters. The system is simple to operate and easy to understand.
2.2) The welding head is fixed to the robot arm and can ensure continuous and stable welding at maximum laser power.
2.3) The laser welding head supports adjustable spot size. This welding process uses a double-oscillation welding method.
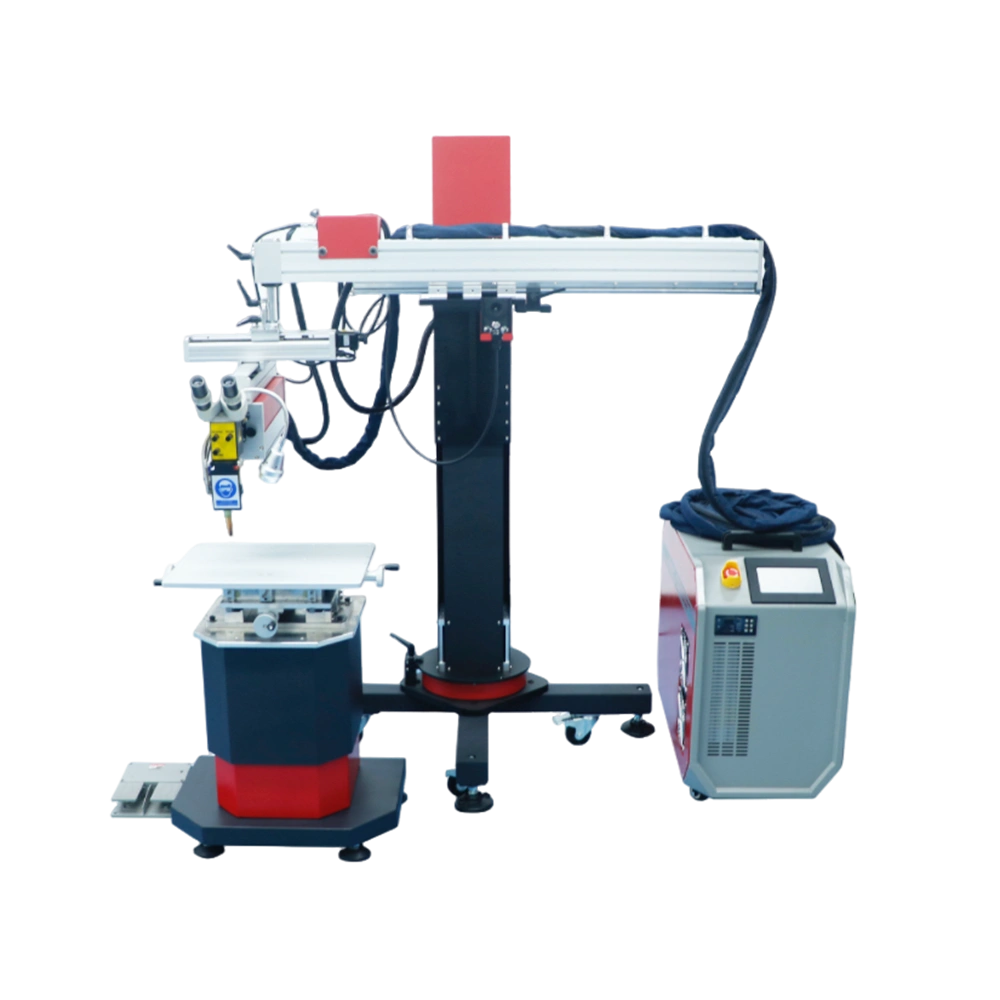
3 Robot System
3.1) The robot features 6-axis control and a 1.44-meter arm span. The system is simple to operate and easy to understand.
4 Cooling System
The welding system utilizes a self-circulating cooling system to maintain a constant water temperature during continuous operation. Both the laser and the laser welding head utilize a self-circulating cooling system, using distilled water as the coolant.
Safety Devices
1) The equipment must be equipped with safety devices. Equipped with air switches; equipment terminals must be equipped with emergency stop buttons and other safety measures.
2) Equipment cables, including optical fibers, air pipes, water pipes, and safety ground wires, must be effectively protected. All wiring must be leak-proof. Ground wiring must be routed through protective conduits or cable trays, and the cabinet must be securely grounded.
3) The equipment must be equipped with laser protection tools, such as protective glasses for laser welding.
Equipment Operating Environment
1) Power Supply
Input Voltage: Three-phase AC: 380 (1 ± 10%) V, 50 Hz
The on-site power supply box must be equipped with at least three C60 air switches (see model D247-60-C60 4000A).
2) Shielding Gas (Consumable)
Stainless Steel and Carbon Steel: Nitrogen, Argon
Aluminum: High-purity Argon
3) Protective Lens Precautions
When welding highly reflective copper, aluminum, or galvanized sheet materials, spatter can contaminate the protective lens, causing damage at high temperatures and affecting welding quality.
3.1) When welding copper, aluminum, or galvanized sheet materials, maintain an angle of 10-30 degrees between the welding head and the workpiece surface (i.e., tilt welding).
3.2) When welding copper and aluminum, air blowing is crucial. Remove as much dust and spatter from under the protective lens as possible. Use a dry, dust-free gas, typically high-purity argon. 6.3.3) If the protective lens is found to be contaminated, replace it immediately to avoid affecting welding performance.
3.4) Avoid using traditional welding equipment (such as argon arc welding and gas shielded welding) in the on-site work environment. These equipment use high transient currents, which can easily interfere with the laser equipment's electrical components, affecting their stable operation and, in severe cases, burning out the components, posing a certain risk. If it is unavoidable to use traditional welding equipment and laser equipment in the same workshop, use separate power supply lines to avoid using the same cable and ensure proper grounding.
Wire Feeder
A dedicated wire feeding mechanism enables multiple wire feeding modes, including pulsed and continuous.
Workpiece and Tooling
To ensure welding quality, both the product and tooling must be accurate. Errors greater than 0.5mm will compromise welding quality.
1)Tooling Accuracy
Ensure that the tooling fixture is clamped within an error of 0.15mm, with no deformation.
2)Plate Dimensional Erro
The assembly gap must be less than 0.2mm (1/6 of the plate thickness), with a smooth surface and no burrs on the end faces.
| Model | RL-LF1500R-A |
| Output Power | 10-100%,1500W |
| Wavelength | 1070-1090nm |
| Power Range | 10%-100% |
| Power Stability | ±3% |
| M2 Beam Quality | 1.5(100μ-QBH) |
| Modulation Frequency | 50KHz |
| Welding Depth | ≤5mm |
| Size | Wingspan:1.44m,Load-bearing12kg |
| Wire Feeding | Enabled |
| Control Mode | ROBOT Communication |
| Laser spot range | 0.1-5mm |
| Welding Head | Wobble head |
| Power Consumption | 25KW |
| Electrical Connection | 3 P 380V/50Hz |
| ------ |



Copyright © 2026 by Qingdao Raylaser Technology Co., Ltd. All Rights Reserved Privacy Policy
Design by HUISHANGMEDIA*REQUIRED FIELDS